")
")


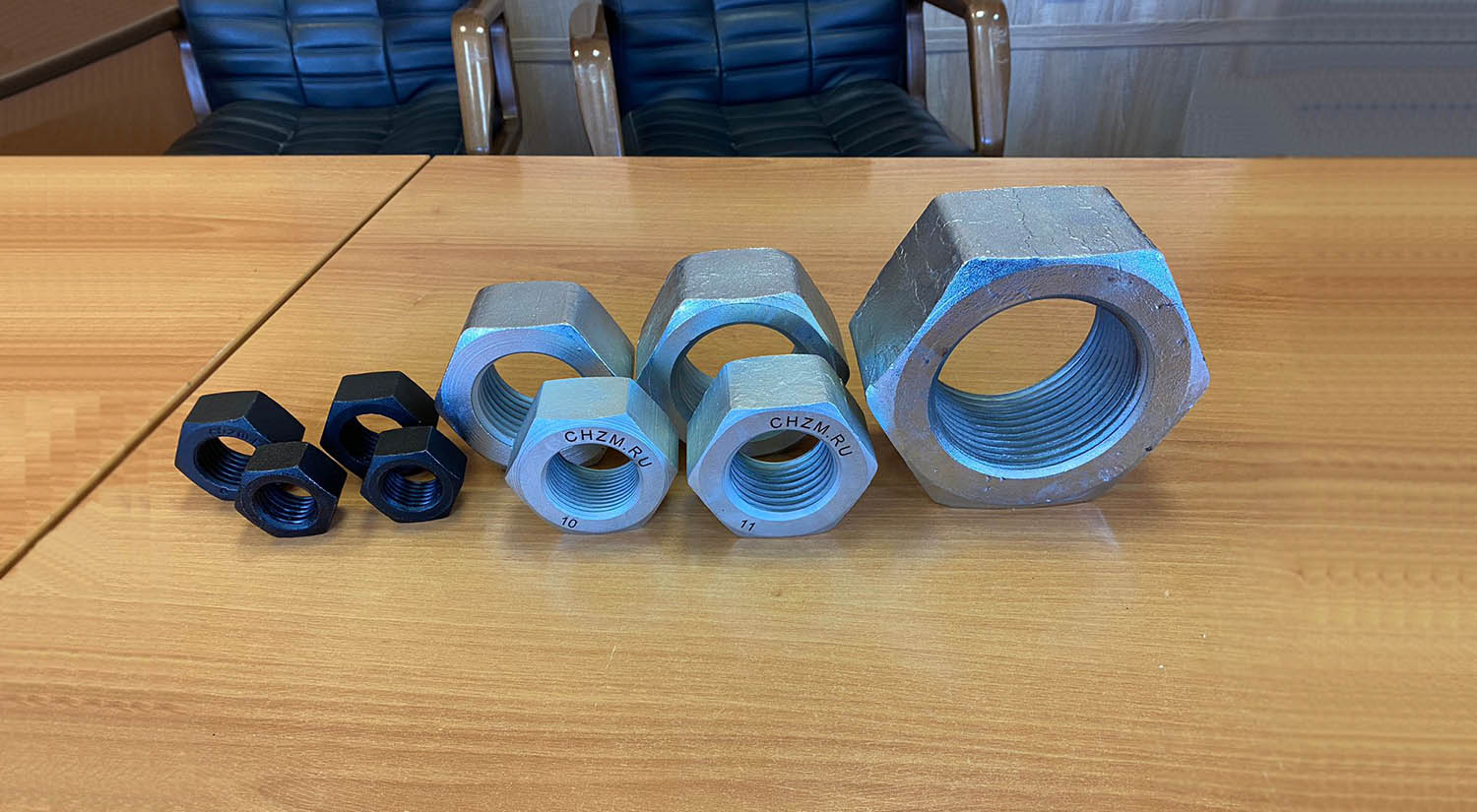





































Наш завод имеет возможность накатывать резьбу как холодным так и горячим способом, диаметром от М20 до М110. Кроме того, у нас есть опыт нарезки резьбы диаметром от 20 мм до 250 мм.
Резьба на крепежных изделиях может формироваться двумя основными способами: накаткой и нарезкой. Накатанная резьба более прочная, чем нарезанная с разницей в 10-20 % в прочности разрыва и, возможно, более прочная и износостойкая. Мы гордимся, что у нас есть опыт создания резьб обоими методами.
Кроме накатки и нарезки резьба может изготавливаться методом резьбошлифования. Его используют при необходимости изготовления резьб с высокой точностью и низкой шероховатостью поверхностей. Шлифованием изготавливаются резьбы различного профиля и шага метчиков, резьбовых калибров, накатных роликов, ходовых винтов и прецизионных болтов.
Контроль качества готовой резьбы может происходить двумя методами. Первый основывается на использовании калибров и позволяет одновременно контролировать шаг, внутренний и наружный диаметр резьбы через сравнение размеров изделия с предельными параметрами.
Второй метод более сложный и трудоемкий, используется для контроля точных резьб (калибров, резьбообразующего инструмента, специальных резьбовых деталей). Он включает в себя поэлементный контроль всех параметров – шага, среднего диаметра, половины угла профиля. При этом на каждый параметр резьбы допуски указываются отдельно.
Собственная лаборатория завода позволяет нам проводить проверку качества обоими методами в зависимости от потребностей клиента.
Наше оборудование
Несмотря на то, что резьбовые соединения очень распространены, оборудование, используемое в создании резьбы, достаточно сложное. Существует множество методов создания резьбы, в том числе безотходное деформирование (накатывание), отходное производство (резка и шлифовка), литье. У нас в «ЧЗМ» мы накатываем, нарезаем и шлифуем резьбу.
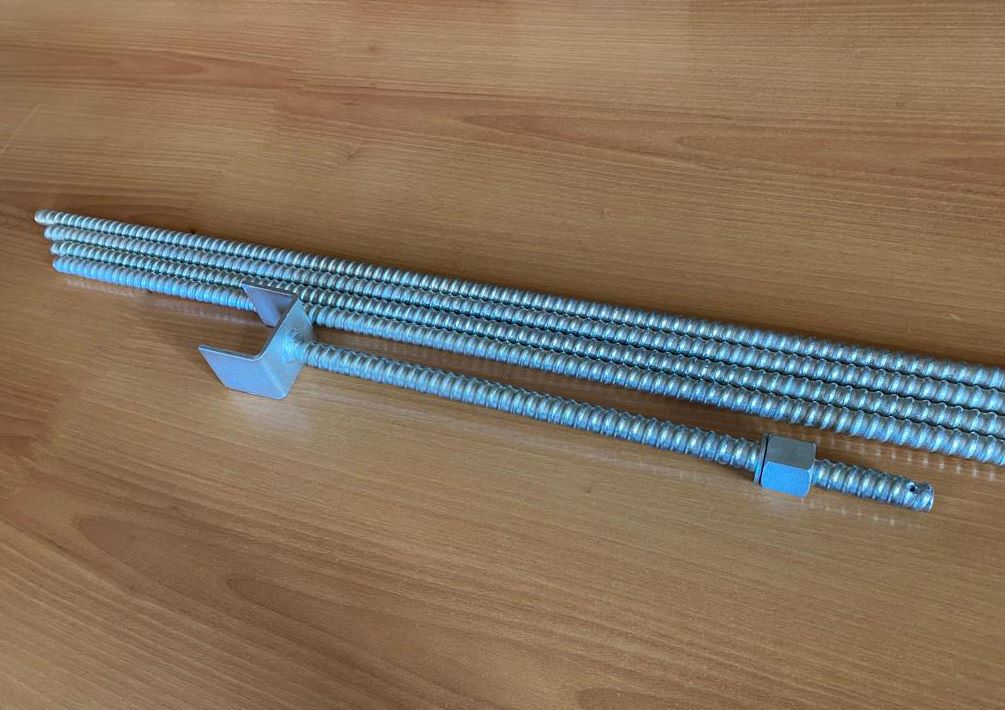
Резьбонакатка – это деформационный метод, благодаря которому мы создаем внешнюю резьбу. В данном процессе резьба накатывается на заготовке путем прессования фасонным инструментом, который называется накатным роликом.
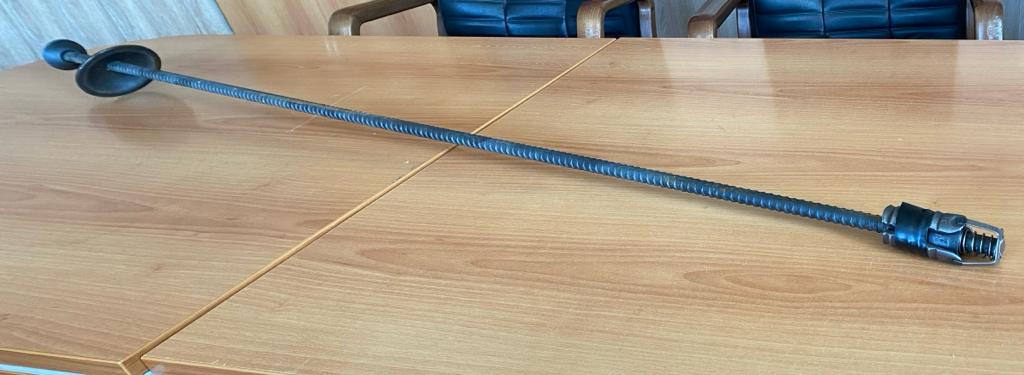
Нарезание резьбы является отходным методом и может быть использовано по различным соображениям. Они включают в себя: небольшой объем заказа, требование полной глубины профиля резьбы, меньшие требования к точности, резьба до головы изделий, коническая резьба или изделия из хрупкого материала. На всех гайках резьбы нарезаются метчиками или резцами.
При резьбошлифовании резьба наносится на специальных резьбошлифовальных станках кругами, рабочая поверхность которых имеет в диаметральном сечении плоский контур, соответствующий профилю резьбы. При резьбошлифовании применяется метод копирования профиля рабочей поверхности шлифовального круга. Таким образом, профиль образуемой поверхности совпадает с формой профиля круга. Изготавливаемая таким методам резьба отличается высокой точностью и низкой шероховатостью поверхности.
У нас в «ЧЗМ» есть резьбонакатное, резьбонарезное и резьбошлифовальное оборудование, используемое для удовлетворения потребностей наших клиентов в различных крепежных изделиях.